






Centrifugal Iso-Finishing: High-speed, high quality and hands-free Deburring, Polishing, Radiusing
- Jan 5, 2021
- 3 min read
Updated: May 29, 2021
Guest column contributed by Mike Klein, Iso-Finishing Inc.
Need more information? Want to have your parts sample finished? CONTACT:
Dave Davidson | Deburring/Surface Finishing Technologist
ddavidson@deburring-tech-group.com | dryfinish.wixsite.com/iso-finish Mobile: +1.509-563.9859 - International calls use the WhatsApp application
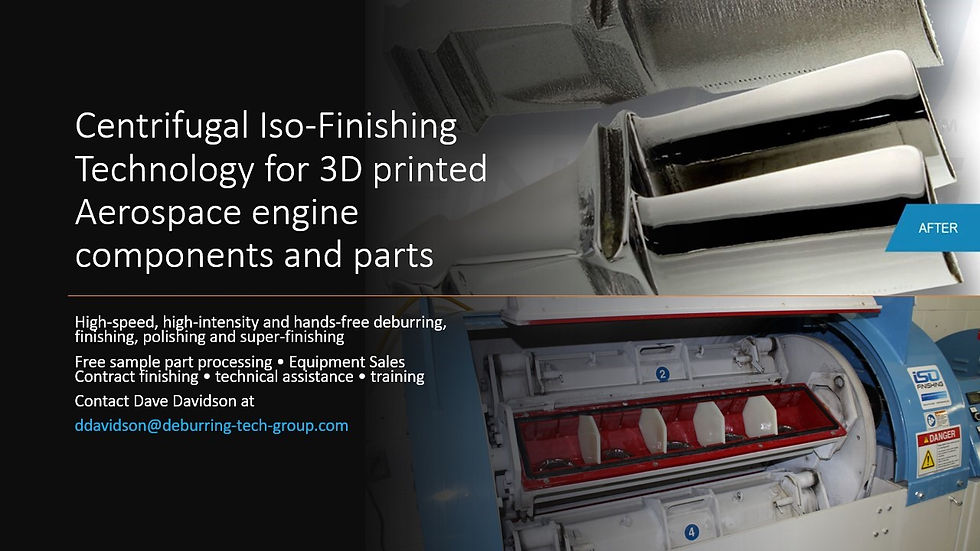

Centrifugal Iso-Finishing a.k.a Centrifugal Barrel Finishing (CBF) is a high-energy finishing method where Centrifugal Barrel Machines are utilized. A notable example of this type of machine is the HZ series of machines (SEE diagram). These machines are typically made up of four individual barrels (or drums) mounted on the outer edge of a turret. The turret is rotated in one direction, while the barrels counter-rotate in the opposite direction creating very high G-forces or pressures, as well as considerable media sliding action within the drums. The movement mimics that of a Ferris wheel (although this Ferris wheel rotates at very high speed). This action is generated by drive systems that involve either timing belts, v-belts or chain that is connected between the main shaft and the centerline of the four barrels. In operation, this turret rotation creates a high centrifugal force. This force compresses the load into a tight mass causing the media and parts to slide against each other removing burrs and creating a superior surface finish. Short cycle times are realized as a result of the high centrifugal energy (both pressure and sliding action) being applied to the parts.

Centrifugal Barrel Finishing is Best for What Projects?
Centrifugal Barrel tumblers work well for jobs requiring heavy burr or material removal. They are also good for burnishing (with non-abrasive media), rapid radiusing of edges, heavy deburring with abrasive preformed media. Polishing processes to replace costly hand-buffing or polishing operations are also being used in many industries. (SEE the video of a polishing operation shown below)
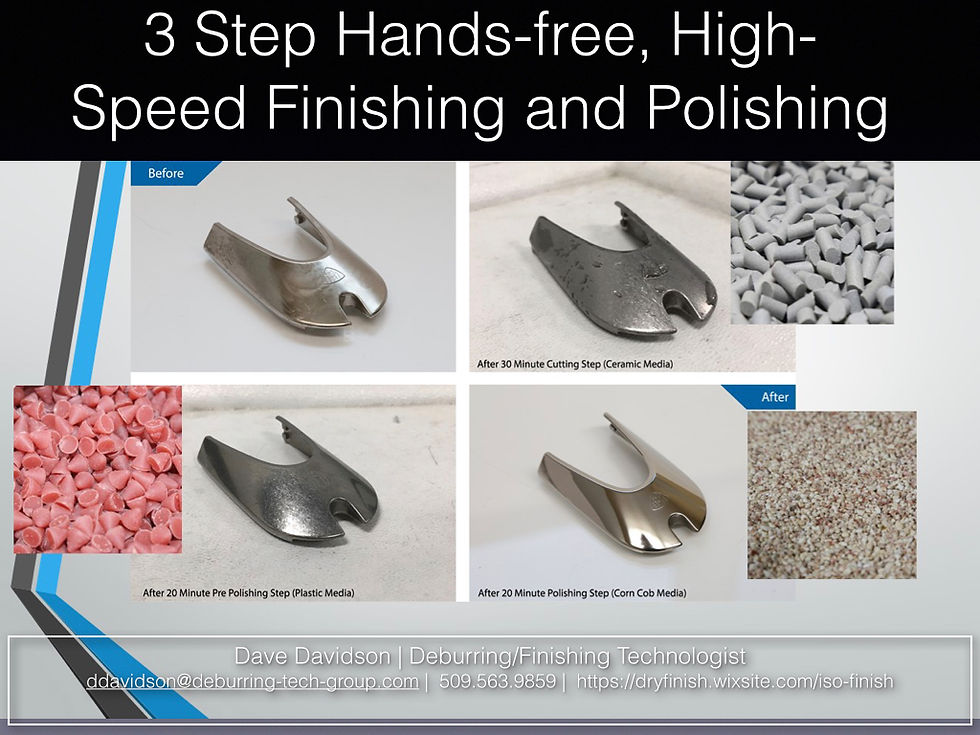
Multiple-step processes are often utilized that make use of both wet deburring and smoothing media followed by dry polishing media that often develop quality surfaces that rival hand-polished and hand-buffed surface conditions. When estimating the capacity required, keep in mind that centrifugal barrel tumblers run best 50% capacity for heavy deburring operations but 70-80% for fine finishing and polishing. More aggressive deburring and surface finishes are achieved at higher rotational speeds, fine finishes and polished surfaces are developed at more moderate speed. Parts made from metal, plastic and composite materials are commonly processed with the method.
What types of materials can I process in these machines? Any type of material can be deburred, polished, or refined in a CBF including: Titanium, Gold, Silver, Zinc, Aluminum, Brass, Steel, Stainless, Pewter, Beryllium, Barium, Cadmium, Vanadium, Copper, Nickel, Zirconium, Tungsten, Iron, Tin, Vasco x-2m,9310, M50, Vim-var, Bismuth, Palladium, Yttrium, Niobium, Magnesium, Manganese, Scandium, Osmium, Plastics, Composite materials and others.
Can I Run Multiple Parts in One Barrel? Yes, in most cases you can put several parts per barrel, depending on size and material. When it is necessary that parts should not be allowed to come into contact with another; parts can be segregated by using divided compartments available with our machines, in this way multiple parts can be processed simultaneously but without risk of surface impingement from part-on-part contact.

ABOVE: Video shows machine operation processing parts in separate compartments within the same barrel. The process shown is a multiple step process commonly used for developing highly polished surfaces on parts with wet smoothing and dry polishing processes in sequence.
How much does it cost to process my parts? Obviously, the cost will differ between projects, but we encourage you to take advantage of our free sample processing services to determine your cost. It is really easy to do, just give us a call or fill out and submit our free sample processing form. We will process a few of your sample parts for you and then return them to you with a fully detailed cost analysis and process report. For help with sample part finishing contact Dave Davidson at ddavidson@deburring-tech-group.com



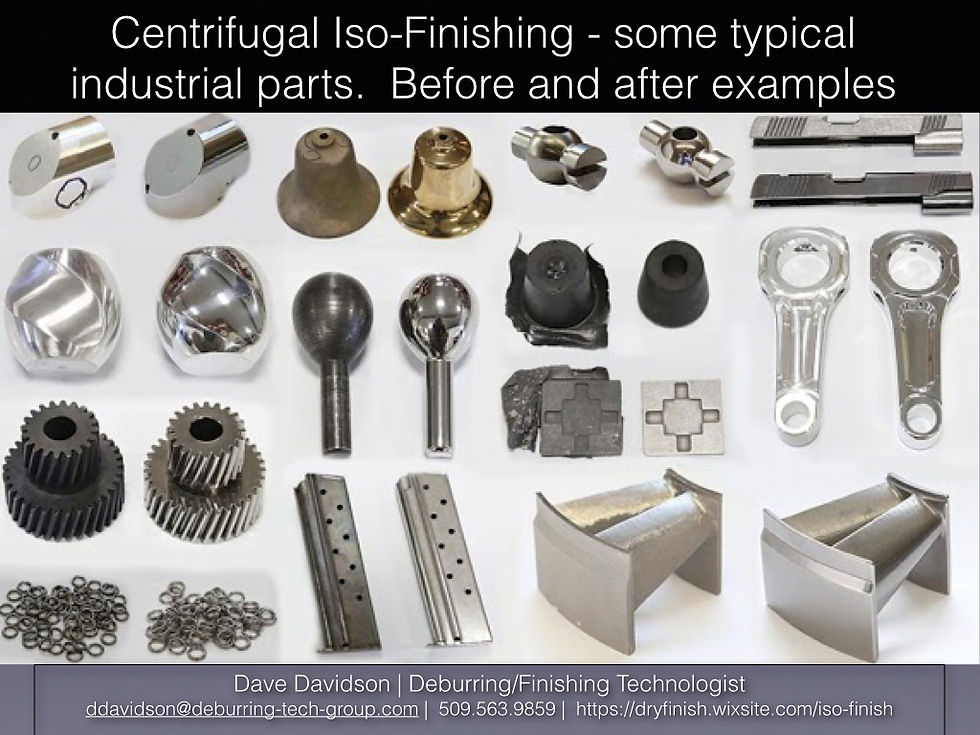
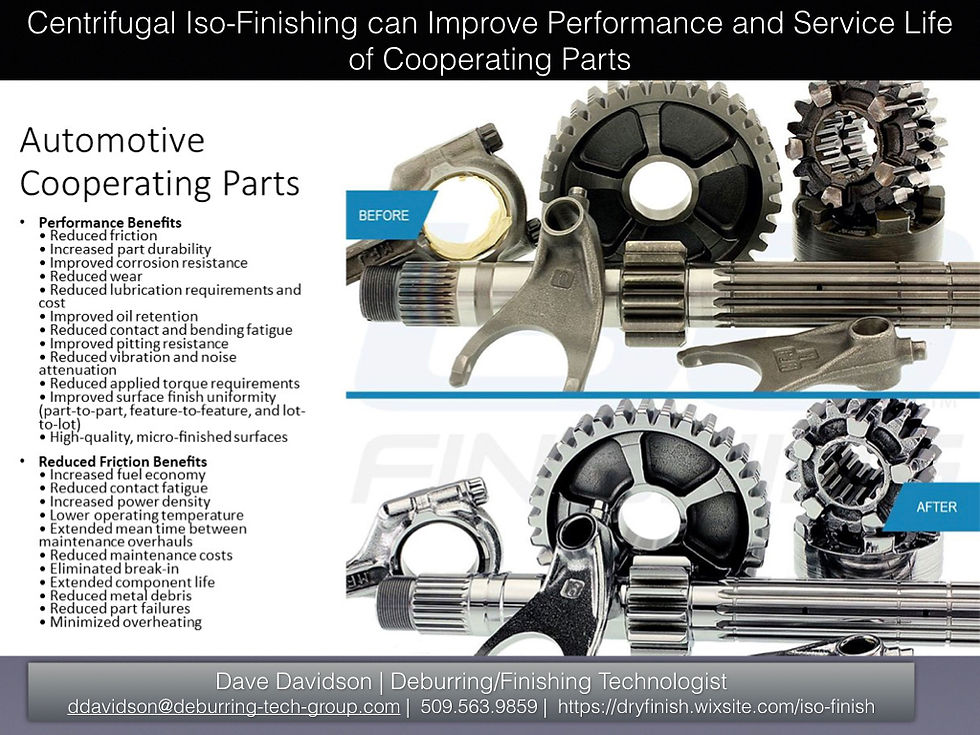
Shown below are a variety of part finishing applications for Centrifugal Iso-Finishing.




































































































Below are shown parts processed with both wet processing for grinding and smoothing and dry processes for polishing and super-finishing. Centrifugal Iso-Finishing is able to make much more useful utilization of small media and can finish and polish much more complex geometric forms than is the case with more conventional low-energy mass finishing methods.














For more information Contact Dave Davidson | ddavidson@deburring-tech-group.com | +1.509.563.9859
Comments