






High-Speed, Hands-free Centrifugal Iso-Finishing Examples -Before and After Photos; Video
- Sep 15, 2018
- 6 min read
Updated: Mar 16, 2021
Guest Column by Mike Klein, Chief Technology Officer, Iso-Finishing Inc. Isofinishing is the largest Centrifugal Iso-Finishing contract finishing service center in North America. It features a state of the art facility with hands-free and high-speed equipment for a quick turnaround on your parts. It has fully credentialed part quality and tracking systems including ISO-9001:2015
For additional information or assistance with (free) sample part processing contact: Dave Davidson | Contributing editor | Deburring/Surface Finish Technologist ddavidson@deburring-tech-group.com | https://dryfinish.wixsite.com/iso-finish
We are Isotropic Finishing Specialists for All Major Industries. We serve many different manufacturing clients nationwide. For superior surface finishing and finishing equipment sales, choose ISO Finishing. Small businesses to large Fortune 500 customers choose our mass finishing services based on our 75 years of experience of providing innovative, quality solutions and our superior customer service.
As an isotropic finishing service provider, ISO Finishing specializes in vibratory finishing, high energy polishing and micro-precision surface improvement. We are known for our quality metal finishing expertise on titanium, aluminum, stainless steel, carbon steel, brass, and copper. Our ability to finish plastic, rubber, silicone and ceramic parts along with our custom metal finishing work, allows our services to extend to an array of industries, including Injection Molding, OEM’s, Firearms, Medical, Automotive, Dental and Aerospace.

Before and after...

Machined Brass Coupling. Many of today’s plumbing and industrial fluid transfer fittings are made from a variety of brass and bronze alloys. Used primarily for their corrosion resistance, these copper alloys are also ideal materials for polishing, clear coating and chrome plating. For this project, we started with a 1.25” dia x 3” long precision machined fitting. We cut and polished the part, removing all of the tooling marks and machining burrs to prepare it for chrome plating.

316 Stainless Steel Investment Casting.
Stainless steel has been the go-to metal in applications whenever corrosion is a concern. It is relatively hard so it also lends itself to applications where “wear and tear” is a design concern. In this example, we started with an investment casting, .25” thick and 3.25” diameter, with a surface Ra of 327. By starting with an aggressive ceramic media, followed by plastic and polishing media, we were able to achieve a final Ra of 7. These promotional marketing medallions will withstand the test of time.

Cast Aluminum Aftermarket Exhaust Cap.
Castings are one of the most cost-effective means of producing parts with complex geometries. An aftermarket automotive accessories manufacturer wanted a way to remove some of the casting inconsistencies and ease the edges on the overall profile on the aluminum castings. For these 6” x 6” x 12” custom exhaust caps we used multiple plastic media to achieve a smooth, polished surface while maintaining the “rough” characteristics of the product.

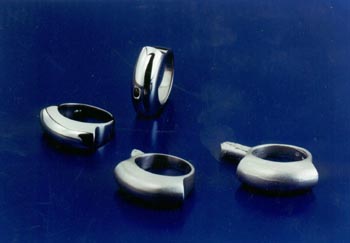
Architectural Brass Railing Finials.
Architects will often incorporate brass components when clients are looking for design features with a traditional, warm, highly reflective surface. In this particular example, a national architectural metals supplier was looking for a way to remove the oxidation from the forged brass birdcage baskets. We used the centrifugal barrel process with a media that would pass thru the part. All of the surfaces of the 2” diameter x 4” long component had the same high-end luster to match the rest of the project.

Cast and Machined Alloy Steel Handgun Slides. Many of today’s’ firearms are manufactured by machining components produced by the investment casting or injection molding process. Parts produced by either means still require finishing to remove burrs and improve the surface quality. For these 1” x 1” x 8” high-performance alloy steel handgun slides we combined the appropriate cutting and polishing media to provide the pre-plating finish required.

Cast 316 Stainless Steel Baby Spoons.
Stainless steel is used almost exclusively in the manufacture of today’s’ utensils and cutlery. Adjusting nickel, chromium and other trace elements allows the design of specific alloys designed to match each unique application. For these .25” x .75” x 6” custom baby spoons we were able to cut and polish the 316 stainless steel casting to a mirror surface ready for individual laser marking. We can also use the same approach and offer smooth, satin finishes for applications requiring a matte finish.

Machined Titanium Knee Replacement Component. Advances in medical technology have made knee and other joint replacement procedures commonplace to maintaining today’s’ active lifestyle. As with all assemblies with a mechanical point of contact, the reduction of friction is key to the longevity of the component. The precise, repeatable centrifugal barrel process is ideal in producing the consistent, ultra-low Ra surface for all medical components. For these 2” x 2.5” x 2.5” x machined titanium components we were able to uniformly polish all surfaces to meet the challenging design parameters required to ensure part performance and longevity.
See additional examples of part fit, function, performance and durability improvement below.






Additive (Metal 3D Printed) Manufactured Parts – Before and After. As additive manufacturing continues to take hold, many have found that surface finishing parts made with this revolutionary new technology can be very challenging. High-energy, hands-free Centrifugal Iso-Finishing Technology is an answer for this new manufacturing challenge. See some examples below:













Understanding Centrifugal Iso-finishing Technology.

Similar in some respects to barrel finishing, in that, a drum-type container is partially filled with media and set in motion to create a sliding action of the contents, CBF is different from other finishing methods in some significant ways. Among these are the high pressures developed in terms of media contact with parts, the unique sliding action induced by rotational and centrifugal forces, and accelerated abrading or finishing action. As is true with other high energy processes, because time cycles are much abbreviated, surface finishes can be developed in minutes, which might tie up conventional equipment for many hours.
The principle behind CBF is relatively straightforward. Opposing barrels or drums are positioned circumferentially on a turret. (Most systems have either two or four barrels mounted on the turret; some manufacturers favor a vertical and others a horizontal orientation for the turret.) As the turret rotates at high speed, the barrels are counter-rotated, creating very high G-forces or pressures, as well as considerable media sliding action within the drums. Pressures as high as 50 Gs have been claimed for some equipment. The more standard equipment types range in size from 1 ft3 (30 L) to 10 ft3, although much larger equipment has been built for some applications.
Media used in these types of processes tend to be a great deal smaller than the common sizes chosen for a barrel and vibratory processes. The smaller media, in such a high-pressure environment, are capable of performing much more work than would be the case in lower energy equipment. They also enhance access to all areas of the part and contribute to the ability of the equipment to develop very fine finishes. In addition to the ability to produce meaningful surface finish effects rapidly, and to produce fine finishes, CBF has the ability to impart compressive stress into critical parts that require extended metal fatigue resistance. Small and more delicate parts can also be processed with confidence, as the unique sliding action of the process seems to hold parts in position relative to each other, and there is generally little difficulty experienced with part impingement. Dry process media can be used in certain types of equipment and is useful for light deburring, polishing, and producing very refined super-finishes.
CBF equipment’s strong suit is the ability to develop surface finishes that may require over-lengthy time cycles in conventional equipment and the ability to develop a wide range of special surface finishes required for demanding and critical applications.
Below are some process video footage demonstrations of high-speed centrifugal isotropic finishing. These automated high-energy and hands-free edge and surface finishing methods are capable of producing very refined low micro-inch surfaces that can improve functional part performance and service life and minimize the need for hand-deburring or finishing methods. (1) The first video shows a process for smoothing and then polishing some aluminum parts. Other metal alloys can also be deburred, finished or polished with variations of this basic process. (2) The second video in the series was shot by SME (Society of Manufacturing Engineers) on the factory floor at MacKay Manufacturing in Spokane, Washington. Katie MacKay narrates how they utilize Centrifugal Iso-Finish processes to minimize hand-deburring and develop highly polished surfaces for their precision medical, aerospace and other components. The other videos offer additional Centrifugal Iso-Finishing information…
Below: See ome examples of Centrifugal Iso-Finishing Equipment.









AUTHOR BIOGRAPHY – David A. Davidson, [ddavidson@deburring-tech-group.com] Mr. Davidson is a deburring/surface finishing specialist and consultant. He has contributed technical articles to Metal Finishing and other technical and trade publications and is the author of the Mass Finishing section in the Metal Finishing Guidebook and Directory. He has also written and lectured extensively for the Society of Manufacturing Engineers, Society of Plastics Engineers, American Electroplaters and Surface Finishers Association and the Mass Finishing Job Shops Association. Mr. Davidson’s specialty is finishing process and finishing product development.

#Burnishing #VibratoryFinishing #barrelfinishing #Polishing #smoothing #IsotropicFinishing #Finishing #aerospace #MetalFinishing #Deburring #AdditiveManufacturing #partfinishing #tumbling #CentrifugalBarrelFinishing #finefinishing #Screwmachineparts #Jewelry
Below are some examples of parts deburred/finished and polished with a combination of a wet smoothing and final dry polishing process to produce ultimate finishes that rival those obtained by hand polishing.






































Comments